Up to speed with the moving market …
Bringing you the latest news, insights and industry commentary from leading brands and thought-leaders, our news blog focuses on emerging innovations, new developments and community perspectives from around the globe – keeping you up to date with the latest industry makers and shakers.
 April 23, 2025
April 23, 2025RAN diaphragm pumps are engineered to handle a wide range of fluid viscosities with reliability and efficiency. However, as with …
 April 9, 2025
April 9, 2025Equipment Details Pump Make & Model Grundfos NBG150-125-250/236 X-E2-X-BQQE Reported Issue The client reported that the pump was excessively noisy …
 June 13, 2024
June 13, 2024How a Submersible Pump Works Submersible pumps, commonly referred to as sub pumps or electric submersible pumps (ESPs), are essential …
 January 18, 2021
January 18, 2021Gorman-Rupp has updated our 2” T Series pumps to incorporate the following Super T Series features: External, shimless clearance adjustmentFour-point …
 November 10, 2020
November 10, 2020Manufactured to the same exacting standards of other Gorman-Rupp products and built specifically for use on petroleum products such as …
 June 1, 2018
June 1, 2018We import the finest pumps into Australia from around the world. What you may not know is that we also …
 May 7, 2018
May 7, 2018Gorman Rupp are one of the largest manufacturers of centrifugal pumps in the world. Based in the US, they manufacture …
 May 4, 2018
May 4, 2018Fluid-o-Tech are a world-renowned manufacturer of rotary vane pumps. One of their more popular is the TH 500-1000 Series Stainless …
 April 30, 2018
April 30, 2018Grundfos CR vertical multistage centrifugal inline pumps can be used for a wide range of industrial solutions in nearly every …
 April 26, 2018
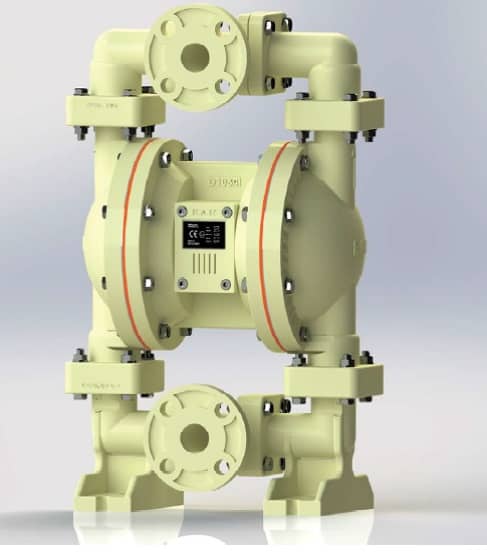
April 26, 2018RAN Pump is a relative newcomer to the “club” of elite international pump manufacturers, but they have done a great …
 April 23, 2018
April 23, 2018The Gorman Rupp Ultra V Series comes in three sizes: 80 mm, 100 mm and 150 mm. They have a …
 April 20, 2018
April 20, 2018Tsurumi KE/KS/KW Series bar screens are front-screen, automatic type bar screens that are used in the screening process for wastewater. …
 April 17, 2018
April 17, 2018Tsurumi have added two Tsurumi KTZ Series 15 kW submersible pumps in their Flagship KTZ series. Before the introduction of …
 March 29, 2018
March 29, 2018Leading pumps provider Pump Solutions Australasia enables Perth area businesses and residents to make their own soda for a fraction …
 March 22, 2018
March 22, 2018RAN Pump is a relative newcomer to the international pump industry, but they have made a significant impact in their …
 March 16, 2018
March 16, 2018Graco is a US manufacturer that makes air operated double diaphragm (AODD) pumps. They were established in 1926. Their first …
 March 14, 2018
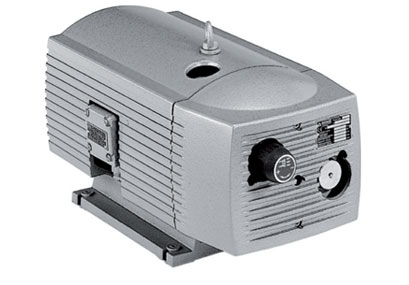
March 14, 2018We import Becker Pumps because they are one of the best manufacturers in the world. Based in Germany, Becker are …
 March 8, 2018
March 8, 2018Fluid-O-Tech are a highly-respected pump manufacturer based in Italy. They have been in business since 1948. We are proud to …
 March 2, 2018
March 2, 2018We have done business with Tsurumi Pumps for a long time. They are a manufacturer that has been in business …
 February 27, 2018
February 27, 2018Tsurumi Pumps have been making high quality pumps since they were established in 1924, in Japan. Their submersible pumps have …
 January 22, 2018
January 22, 2018Xylem Pumps is the parent company for Lowara Pumps. They are one of the largest and most innovative pump manufacturers …
 December 29, 2017
December 29, 2017The Fluid-o-Tech 4000 series consists of rotary vane pumps made of stainless steel. They feature the patented Fluid-o-Tech Rotoflow technology. …
 December 29, 2017
December 29, 2017The Tsurumi MG Series is a series of pumps that is designed for the sewage industry. Tsurumi is known for …
 December 25, 2017
December 25, 2017RAN Pumps, or RAN Pompa, are located in Istanbul, Turkey. They have only been in business since 2000, but they …
 December 22, 2017
December 22, 2017Becker is an international pump manufacturer located in the US that is well-known and respected for their vacuum pumps. One …
 December 20, 2017
December 20, 2017Fluid-o-Tech has been making high quality pumps for nearly 70 years. They were founded in 1948 in Italy by Franco …
 December 18, 2017
December 18, 2017When it comes to submersible pumps, Tsurumi is the biggest name in the business. One of their most popular varieties …
 December 13, 2017
December 13, 2017At Pump Solutions Australasia, we import the best pumps from all over the world into Australia. We have chosen this …
 December 8, 2017
December 8, 2017Fluid-o-Tech pumps have a sterling reputation in the food and beverage industry. But did you know that the same characteristics …
 December 6, 2017
December 6, 2017Some of you may have heard this term and some may not: trash pumps. These pumps are designed for dewatering …